Annular Cutter Bits
October 14, 2015

Nitto Atra Ace portable magnetic base automatic drilling machine: We love to work with Nitto Kohki with their line of automated magnetic drills. Advanced Technology Reducing […]
March 22, 2015

When producing holes through harder materials like stainless steel – it is recommended to use a harder annular cutter to increase tool life and keep the […]
November 2, 2014

With the high demand for our sharpening service for the annular cutter bits we decided to add the Hougen 10950 magnetic drill cutter sharpener. The Model […]
August 14, 2014
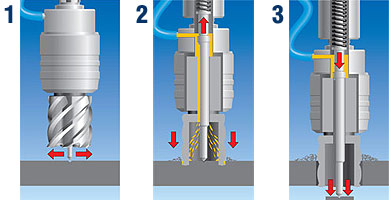
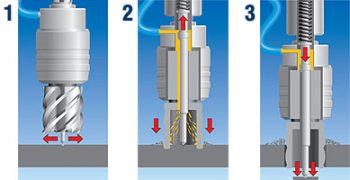
Annular cutter pilot pins: How they work… Center hole for pilot pin accurately aligns the cutter, allows for internal lubrication and removes the slug. The pilot […]
July 11, 2014
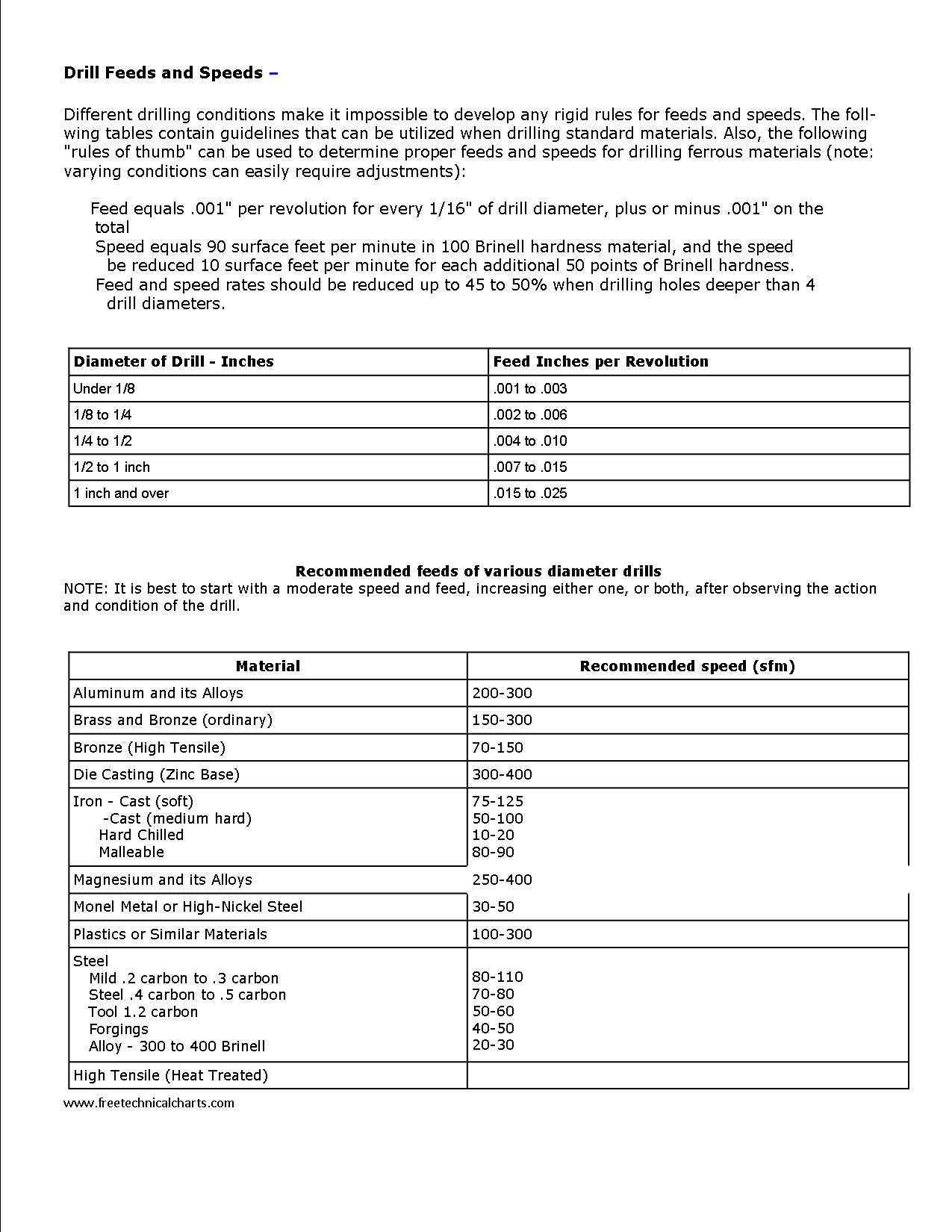
Metal Drill Feeds and Speeds – Different drilling conditions make it impossible to develop any rigid rules for feeds and speeds when drill metal materials The […]
October 1, 2013

Introducing our line of BISON Brand Annular Cutter Bits. These cutters are an affordable line of quality cutters. This tool has a dual alternating tooth geometry […]
September 22, 2013

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Carbide Tipped Annular Cutters Evolution offers a full range of annular cutters, for use with magnetic drills. Annular cutters save time and energy when compared to […]